W oknie Ustawienia wypełniania są określane parametry procesu formowania wtryskowego, takie jak Czas wypełniania, Temperatura topnienia, Temperatura formy i Limit ciśnienia wtrysku.
Aby otworzyć menedżera właściwości PropertyManager Ustawienia wypełniania:
- W menedżerze PlasticsManager rozwinąć węzeł Parametry procesu i kliknąć Ustawienia wypełniania.
Parametry procesu
| Czas wypełniania |
Określa czas potrzebny, aby stopione tworzywo sztuczne w pełni wypełniło gniazdo. Program automatycznie oblicza parametr Czas wypełniania w oparciu o geometrię części i właściwości materiału.
Kliknąć opcję Automatyczne , aby włączyć edytowanie parametru Czas wypełniania. , aby włączyć edytowanie parametru Czas wypełniania.
W przypadku kontrolowania procesu wypełniania za pomocą opcji Zaawansowane poniżej oprogramowanie automatycznie przelicza Czas wypełniania.
Schemat przedstawia zmienność ciśnienia wtrysku (oś y) względem czasu wypełniania (oś x). Kształt U wykresu wskazuje, że optymalny czas wypełniania znajduje się u dołu krzywej. W przypadku krótkich lub bardzo długich czasów wypełniania są wymagane wyższe wartości ciśnienia wtrysku. 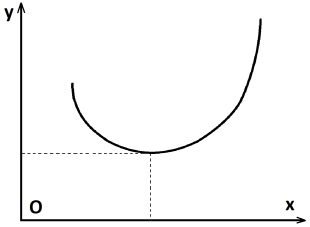
|
| Temperatura topnienia(oC) |
Określa temperaturę polimeru w miejscu (lub miejscach) wtrysku. Wartość domyślna parametru Temperatura topnienia jest pobierana z bazy danych materiałów (patrz karta Parametry materiału polimerowego w wybranym materiale).
Kliknąć Zresetuj , aby przywrócić wartość domyślną parametru Temperatura topnienia. , aby przywrócić wartość domyślną parametru Temperatura topnienia.
|
| Temperatura formy(oC) |
Określa temperaturę, do której podgrzewana jest forma. Wartość domyślna parametru Temperatura formy jest pobierana z bazy danych materiałów.
Kliknąć Zresetuj, aby przywrócić wartość domyślną parametru Temperatura formy.
Jeżeli temperatura formy nie jest stała, ale zmienna w czasie, wybrać opcję Profil temperatury formy i wprowadzić dane temperatury formy.
|
| Limit ciśnienia wtrysku |
Określa maksymalną dopuszczalną wartość ciśnienia w miejscu (lub miejscach) wtrysku polimeru. Jeżeli ciśnienie osiągnie wartość Limit ciśnienia wtrysku, natężenie przepływu na wlocie automatycznie zmniejszy się do wartości odpowiadającej limitowi, a parametr Czas wypełniania będzie większy niż ustawiona wartość parametru Czas wypełniania.
Można dostosować domyślną wartość parametru Limit ciśnienia wtrysku zgodnie z parametrami urządzenia.
Kliknąć Zresetuj, aby przywrócić wartość domyślną parametru Limit ciśnienia wtrysku.
|
| Ograniczenie siły zacisku |
Określa maksymalną dopuszczalną wartość siły wymaganą do utrzymania zamknięcia formy. Jeżeli siła osiągnie wartość Ograniczenie siły zacisku, pojawi się ostrzeżenie w Menedżerze analizy, a analiza będzie kontynuowana.
Można dostosować domyślną wartość Ograniczenie siły zacisku zgodnie z parametrami urządzenia.
|
Zaawansowane
| |
Punkt przełączania wypełniania/dopakowania (% wypełnionej objętości) |
Kontroluje zmiany procesu z FLOW na PACK. W fazie FLOW polimer jest wtłaczany do gniazda z danym współczynnikiem wypełniania, niezależnie od ciśnienia. Aby uniknąć szybkiego wzrostu ciśnienia, mogącego doprowadzić do uszkodzenia urządzenia, użytkownicy często zmieniają tryb z FLOW na PACK tuż przed zapełnieniem gniazda, na przykład przy 95% objętości gniazda.
|
| |
Kryteria temperatury dla niewystarczających wypełnień formy(oC) |
Jeżeli temperatura stopionego polimeru jest niższa od tej wartości temperatury, ostrzeżenie pojawia się w AnalysisManager.
Jeżeli temperatura pozostanie poniżej tej wartości przez wiele kroków iteracji, wystąpi niewystarczające wypełnienie formy. Polimer krzepnie, a przepływ stopionego materiału zostaje zatrzymany.
|
| |
Szybkość płynięcia przy wielu punktach wtrysku / sterowanie ślimakiem |
Funkcja dostępna tylko dla procedury analizy skorupy i wielu miejsc wtrysku.
|
Ekwiwalentne
|
Ustawia równe współczynniki wypełniania w każdym miejscu wtrysku, co potencjalnie może wywoływać różne ciśnienia.
|
|
Automatyczne
|
Równoważy przepływ między miejscami wtrysku, aby uzyskać równe ciśnienia. Symuluje to układ kanałów wlewowych.
|
|
| |
Kierunek grawitacji: (Globalny) |
Definiuje kierunek grawitacji. Na przykład jeżeli model jest we wtryskarce zorientowany w taki sposób, że dodatnia oś Y wskazuje górę, dla kierunku grawitacji należy wybrać ujemną oś Y.
Opcja Kierunek grawitacji jest dostępna w przypadku procedury analizy bryły.
|
 |
Ustawienia profilu szybkości płynięcia |
Steruje natężeniem przepływu podczas wypełniania gniazda poprzez zdefiniowanie parametru Profil szybkości płynięcia w oparciu o objętość lub sterowanie czasowe. |
| |
Kontrola objętości (kontrola bezwzględna)/W oparciu o maks. prędkość wypełniania maszyny |
Można kontrolować odchyłki parametrów Natężenie przepływu i Prędkość ślimaka w kategoriach procentowego wypełnienia objętości gniazda lub położenia ślimaka. Domyślnie można wprowadzić pięć par danych. Liczbę par danych można zwiększyć w polu Liczba przekrojów.
|
Natężenie przepływu (cm3/s) lub (cale3/s)
|
Określa objętościowe natężenie przepływu.
|
|
Natężenie przepływu (%)
|
Określa natężenie przepływu jako procent parametru Referencyjne natężenie przepływu. Na przykład jeżeli parametr Referencyjne natężenie przepływu (cm3/s) ma wartość 350, a wprowadzone zostało natężenie przepływu 80%, rzeczywiste natężenie przepływu wynosi 280 cm3/s.
|
|
Prędkość ślimaka
|
Opcja ta jest używana w połączeniu z parametrem Średnica ślimaka do obliczania natężenia przepływu (natężenie przepływu = prędkość ślimaka * obszar przekroju ślimaka).
|
|
Położenie ślimaka
|
Opcja używana wraz z parametrem Początkowe położenie ślimaka do zdefiniowania objętości materiału dostarczanego do gniazda.
|
|
Objętość (%)
|
Procent wypełnienia objętości gniazda. Wprowadzić wartość 100% w ostatniej pozycji w tabeli.
|
- Określić parametr Początkowe położenie ślimaka, jeżeli Natężenie przepływu zależy od położenia ślimaka.
- Określić parametr Referencyjne natężenie przepływu (cm3/s), jeżeli natężenie przepływu zostało zdefiniowane jako wartość procentowa referencyjnego natężenia przepływu.
- Określić parametr Średnica ślimaka, jeżeli natężenie przepływu zależy od prędkości ślimaka.
|
| |
Kontrola czasu (kontrola względna)/W oparciu o czas wypełniania |
Określa profil względnego współczynnika wypełniania w stosunku do czasu wypełniania lub procentu całkowitego czasu wypełniania.
|
Czas wypełniania (s)
|
Wyświetla czas wypełniania z menedżera właściwości PropertyManager Ustawienia wypełniania. Dane profilu czas wypełniania można wprowadzić w wartościach bezwzględnych (Czas s) lub względnych (% czasu).
|
|
Współczynnik wypełniania (%)
|
Wartości Współczynnika wypełniania (%) wprowadzone w tabeli są interpretowane względem siebie. Na przykład jeśli dwa punkty danych są definiowane z wartościami Szybkości płynięcia 10% i 30%, współczynnik wypełniania dla drugiego punktu danych jest trzy razy większy niż pierwsza wartość współczynnika wypełniania. Oprogramowanie oblicza rzeczywiste objętościowe współczynniki wypełniania dla każdego punktu danych, aby wykonać określony profil względny i czas wypełniania gniazda.
|
|
| |
Zastosuj |
Stosuje bieżące ustawienia do bieżącego profilu szybkości płynięcia.
|
 |
Baza danych maszyn |
Z bazy danych wtryskarek wybrać wtryskarkę. Baza danych wtryskarki jest dostępna wyłącznie w celach informacyjnych. Wybór dowolnej maszyny nie ma wpływu na ustawienia ani wyniki analizy. Aby użyć danych z bazy danych maszyn, należy wprowadzić je do parametrów procesu analizy.
W przypadku wybrania maszyny z bazy danych należy skopiować parametry wybranej maszyny w odpowiednie pola wprowadzania menedżera właściwości PropertyManager Ustawienia wypełniania. Oprogramowanie nie przesyła wartości domyślnych parametrów Limit ciśnienia wtrysku, Średnica ślimaka (okno dialogowe Ustawienia profilu natężenia przepływu) i Referencyjna prędkość wtrysku (Ustawienia profilu natężenia przepływu) wybranej maszyny automatycznie.
|
| |
Obliczenie dwójłomności lepkosprężystej |
Aktywuje funkcję obliczania dwójłomności. Aby używać tej funkcji, należy wybrać polimer z definicjami parametrów materiału lepkoelastycznego. Te parametry materiału to Leonowa w bazie danych materiałów/Polimer-Parametry materiału.
|
Ustawienia solvera
| Opcje |
Zapewnia dostęp do zaawansowanych ustawień solvera. Przyjęcie wartości domyślnych ustawień solvera zapewnia najlepsze wyniki w szerokim zakresie przypadków. Większość analiz nie wymaga modyfikowania ustawień solvera. Patrz temat: Zaawansowane ustawienia solvera wypełniania/dopakowania.
|
Obliczanie orientacji włókien
Aby poprawić wytrzymałość i zachowanie wyrobów plastikowych, w wielu tworzywach sztucznych stosuje się włókna. Zawartość procentowa włókien w każdym materiale jest podana w bazie danych materiałów polimerowych. Dane materiałów, takie jak współczynniki lepkości, odzwierciedlają właściwości określonej kombinacji % włókna i polimeru.
Podczas wypełniania gniazda włókna ustawiają się wzdłuż kierunków przepływu. Powoduje to zmiany w mikrostrukturze, które wpływają na właściwości mechaniczne i końcowe wymiary produktu.
W przypadku materiałów polimerowych, które mają wartość % włókna, należy wybrać opcję Obliczanie orientacji włókien, aby obliczyć orientacje włókien podczas symulacji.
| Obecny % włókna w oparciu o masę |
Określa zawartość procentową włókien w materiale na podstawie masy. Na przykład: w przypadku materiału o masie 1 kg i zawartości 200 g włókna należy wprowadzić 20 (%) jako Obecny % włókna w oparciu o masę. W przypadku wybrania polimeru z bazy danych materiałów wartość procentowa włókien jest pobierana z bazy danych.
|
Wtrysk dwukomponentowy
W symulacji wtrysku dwukomponentowego maszyna wtryskuje dwa polimery (lub polimer i gaz) do gniazda sekwencyjnie. Zwykle pierwszy materiał staje się warstwą wierzchnią, a drugi wypełnia rdzeń. Wtryskiwanie dwukomponentowe jest również używane do formowania wtryskowego wspomaganego gazem, gdzie jako drugi materiał należy wybrać gaz i część staje się pusta.
W oknie dialogowym materiał wybrać opcję i wybrać drugi materiał z bazy danych tworzyw sztucznych.
| Temperatura topnienia 2-giego materiału |
Wartość domyślna jest pobierana z bazy danych materiałów (patrz karta Parametry materiału polimerowego w arkuszu danych wybranego materiału).
|
Analiza odpowietrzania
Zazwyczaj obecność powietrza w gnieździe jest ignorowana podczas symulacji. Niemniej jednak analiza odpowietrzania pozwala uwzględnić wpływ powietrza oraz ciśnienie, jakie może ono wywierać na przód strefy topienia.
W przypadku wykonywania analizy odpowietrzania konieczne jest zdefiniowanie umiejscowienia otworów wentylacyjnych w gnieździe (patrz ). Analiza odpowietrzania identyfikuje i śledzi pęcherzyki, które mogą się formować i łączyć w gnieździe z dala od odpowietrzników, i oblicza powstające w nich ciśnienie.
W przypadku pierwszej analizy zaleca się, aby nie definiować żadnych otworów wentylacyjnych. Użyć wyniku Ciśnienie odpowietrzania, aby odpowiednio rozmieścić otwory wentylacyjne. Należy unikać umieszczania ich w miejscach, w których nie są wymagane.
| Początkowe ciśnienie powietrza w gnieździe (MPa) |
Początkowe ciśnienie powietrza, gdy gniazdo jest puste, wynosi domyślnie 14,71 psi lub 0,1 MPa. |
| Początkowa temperatura powietrza w gnieździe () |
Początkowa temperatura powietrza w gnieździe jest domyślnie równa temperaturze pokojowej. |
Współczynnik przenoszenia ciepła na linii forma-stopiony materiał
Wymiana ciepła między polimerem a ścianami formy jest zmienna na różnych etapach procesu wtrysku:
- Na etapie wypełniania polimer wpływa do gniazda, a przenoszenie ciepła osiąga wartość maksymalną.
- Na etapie dopakowywania polimer pozostaje w kontakcie ze ścianami formy, a przenoszenie ciepła zachowuje wartość maksymalną.
- Na etapie wyrzutu polimer kurczy się w czasie wstępnego chłodzenia i częściowo oddziela się od ścian formy. Na tym etapie przenoszenie ciepła jest ograniczone.
Typ kontroli reaktywnej
Dostępne tylko w przypadku wybrania termoutwardzalnego tworzywa sztucznego. Przykłady rodzin materiałów termoutwardzalnych w bazie danych Plastics to: BMC, EMC i LSR.
W formowaniu wtryskowym materiału termoutwardzalnego tworzywo sztuczne w stanie ciekłym (zwykle w temperaturze pokojowej lub niższej) jest wtryskiwane do podgrzanej formy. Ciepło z formy wywołuje reakcję chemiczną, która tworzy łączenia krzyżowe (stałe połączenia między łańcuchami molekularnymi) w procesie zwanym utwardzeniem. Wybrać jedną z dwóch opcji, aby określić czas trwania analizy.
| Konwersja |
Po wybraniu etap wypełniania/dopakowania trwa, aż analiza osiągnie wartość określoną dla parametru Konwersja wyrzutu reaktywnego: (%).
|
| Czas |
Po wybraniu należy wyraźnie określić czas trwania faz wypełniania i dopakowywania. Po zakończeniu analizy można sprawdzić % konwersji utwardzania, aby lepiej zrozumieć, czy specyfikacja jest odpowiednia. |
| Konwersja wyrzutu reaktywnego: (%) |
Określa wymagany stopień konwersji. Opcja dostępna po wybraniu opcji Konwersja. |
Profil temperatury formy
Jeżeli temperatura formy nie jest stała, lecz zmienna w czasie, wybrać profil w ustawieniu Profil temperatury formy.
Wprowadzić zmienność temperatury formy jako czas bezwzględny lub jako procentową wartość całkowitego czasu przetwarzania. Całkowity czas obejmuje czynności wypełniania, dopakowania i chłodzenia.
Aby uzyskać bardziej szczegółową analizę temperatury formy, można przeprowadzić symulację Cool, w której zostanie obliczone przekazywanie ciepła między gniazdem, formą a kanałami chłodzącymi. Wyniki będą temperaturami, które różnią się pod względem miejsca i czasu. Wyniki symulacji Cool zastępują wszelkie wartości wprowadzone w ustawieniach Temperatura formy i Profil temperatury formy.
 |
Edytuj/pokaż profil |
Wybrać tę opcję, aby określić profil temperatury formy podczas procesu wtrysku. Wprowadzić wartości temperatury formy w odniesieniu do czasu (w sekundach lub jako wartości procentowe całkowitego czasu przetwarzania). |