冷却解析モジュールの実行が終了すると、冷却プロセスの結果を表示できます。
冷却の結果(Cool Results) PropertyManager を開くには、次のいずれかを実行します。
- PlasticsManager ツリーで、結果(Results)を展開し、冷却の結果(Cool Results)をクリックします。
- SOLIDWORKS Plastics CommandManager で、冷却の結果(Cool Results)をクリックします。
有効な結果
ソフトウェアは、冷却の結果を表示する際に、次の 2 種類の平均値を計算します。 冷却平均時間とサイクル平均時間。
冷却平均時間は、冷却開始から成形品の射出までの時間における温度パラメータの平均値です。 サイクル平均時間は、冷却平均時間に金型開閉時間を加えたものです。
この図で、t=0 はサイクルの開始を表しています。
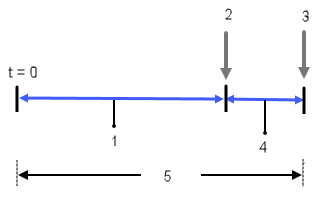
| 1 |
冷却平均時間 |
| 2 |
冷却終了時間(成形品の射出) |
| 3 |
サイクル終了時間 |
| 4 |
金型開閉時間 |
| 5 |
サイクル平均時間 |
| 成形品冷却時間 |
成形機は溶融プラスチックを溶融温度で金型に注入し、成形品が内部の金型表面に接触するとすぐに冷却を開始します。 成形品が射出温度に達すると、成形機は金型から安全に成形品を射出できます。
ソフトウェアは、冷却解析の終了を指定するのに使用する制御パラメータに応じて、次のいずれかの方法で成形品冷却時間結果を計算します。
-
型開き温度(Eject Temperature)(冷却設定 PropertyManager)を選択すると、メッシュ要素の 90% が指定された射出温度より低くなるまで、シミュレーションが実行されます。 この場合、シミュレーションの実行前に実際の冷却時間は分かりません。これは解析の結果になります。
-
冷却時間(Cooling Time)(冷却設定 PropertyManager)を選択すると、冷却時間が指定値と等しくなるまでシミュレーションが実行されます。
|
| 冷却平均温度 |
冷却サイクル全体で平均化された、すべてのドメイン(成形品、挿入、金型、冷却管)の温度。 |
| 冷却終了時の平均温度 |
冷却終了時のすべてのドメイン(成形品、挿入、金型、冷却管)の温度。 |
| 成形品の冷却平均温度 |
冷却サイクルで平均化された成形品の温度。 |
| 冷却終了時の成形品温度 |
冷却終了時の成形品の温度。 |
| 金型の冷却平均温度 |
冷却サイクルで平均化された金型の温度。 |
| 冷却終了時の金型温度 |
冷却終了時の金型の温度。 |
| サイクルの平均金型温度 |
サイクル全体で平均化された金型の温度。 |
| サイクル終了時の金型温度 |
冷却サイクル終了時の金型の温度。 |
| 冷却時の平均熱流束 |
射出サイクル中の各キャビティおよび冷却管の位置における平均熱流束。 熱流束は、単位面積あたりの熱量を表す尺度です。 負の熱流束は領域を離れ、正の熱流束はキャビティに入ります。 |
| サイクルの熱負荷 |
サイクルの熱負荷は、サーフェスの単位正方形ごとに領域(通常は冷却管)に入るか、領域(通常はキャビティ)を離れる熱量を表します。 |
| 冷却システムの圧力 |
冷却管を流れる冷却材流量の静圧分布。 最大値は、冷却管全体の圧力損失を表します。 |
| 例薬システムの速度ベクトル |
冷却管を流れる冷却材る雨量の速度ベクトルを表します。 |
クリップ オプション
| クリッピング平面モード |
ソリッド メッシュで使用できます。 部品内の結果の視覚化を許可します。 選択した輪郭プロットの断面図を作成します。
モデルの平面または平坦な面を選択し、選択したエンティティに平行なクリッピング平面を作成します。 モデルのカーブした面を選択し、選択したエンティティに正接するクリッピング平面を作成します。 矢印記号をドラッグして、クリッピング平面の位置を調整できます。
|
クリッピング平面
|
既存のクリッピング平面を切り替えることができます。
新しいクリッピング平面を明示的に作成していない場合は、デフォルトのクリッピング平面の新しいクリッピング平面(New Clipping Plane)を使用できます。 デフォルトの新しいクリッピング平面(New Clipping Plane)の方向は Y-Z 平面に平行で、X 軸の中央に配置されます。
(PlasticsManager ツリー)で、各平面の方向を変更できます。
|
|
法線を反転
|
クリッピング平面に垂直なベクトルの方向を反転します。
|
|
オフセット距離
|
選択したエンティティからのオフセット距離でクリッピング平面を作成します。
|
|
保存 </Z3>
|
現在のクリッピング平面を保存し、アクティブなスタディで使用できるように保持します。
|
|
作成
|
新しいクリッピング平面を作成します。
|
|
| 等値面モード |
結果が最小値と最大値の範囲内になるプラスチック材料の領域を表示します。
たとえば、等値面モードでは、充填終了時の温度が摂氏 100 度より低いキャビティの材料を表示できます。
ソリッド メッシュで使用できます。
(PlasticsManager ツリー)で、等値面の数および間隔を編集できます。
|
| 等値線モード |
結果が最小値と最大値の範囲内になるプラスチック材料の領域を表示します。
(シェル メッシュで利用可能) |
| 最大 |
アクティブ プロットに表示される結果の最大値を設定します。 |
| 最小 |
アクティブ プロットに表示される結果の最小値を設定します。 |
レポート オプション(Report Options)
| X-Y プロット |
選択したメッシュ節点で解析結果のグラフを作成します。 測定(Measure)(SOLIDWORKS Plastics CommandManager)を使用して、該当する位置にある部品の節点を選択します。 選択した節点は、節点リスト(Node List)にリストされます。 節点番号は、選択の順序を示します。
右ウィンドウのグラフには、各節点の結果値が表示されます。 ソフトウェアは、節点を選択した順序で曲線上の点に番号を割り当てます。 利用可能な結果のいずれかを選択して、選択した節点のグラフを更新できます。
|
| Results Adviser |
結果アドバイザー(Results Adviser)パネルをアクティブにします。 上部ウィンドウでは、シミュレーション結果の簡単な解釈が表示されます。これには、充填中に発生したショート ショットなどの不具合も含まれます。 製品の品質を向上するためのジオメトリ パラメータおよびプロセス パラメータの変更に関する推奨も提示されます。
パネル上部の信号のアイコンは、成形機射出圧力限界を基準とする射出圧力の値に基づいて、部品が正常に充填される可能性を示します。 - 緑: 射出圧力は、指定された機械射出圧力限界の 66% 以下です。
- 黄: 射出圧力は、指定された機械射出圧力限界の 66% から 90% です。
- 赤: 射出圧力は、指定された機械射出圧力限界の 90% 以上です。
下部ウィンドウには、アクティブな結果数量が示されます。
|
| eDrawings にエクスポート |
結果プロットを eDrawings ファイル フォーマット(*.EPRT)にエクスポートします。 |