|

|
Melt
Temperature (°C) |
Specifies the temperature of the
polymer at the injection
location.
The default value for Melt Temperature is taken from
the material database (see the Polymer-Material Parameters tab of the selected
material).
Click Reset
to reset the
Melt Temperature to
its default value.
|
|
|
Mold
Temperature (°C) |
Specifies the temperature that the
mold is heated to. The default value for
Mold Temperature is
taken from the material database.
Click
Reset
to reset the
Mold Temperature to
its default value.
If the
mold temperature is not constant but varies with time,
select Mold Temperature
profile to enter the mold temperature
data.
|
| |
Filling Time |
Specifies the time it takes the
molten plastic to fully fill the cavity. The
program calculates the Filling
Time automatically based on the part geometry
and the properties of the material you select.
Click Auto
 to enable
editing of the Filling
Time. to enable
editing of the Filling
Time.
If you use the
Advanced options
below to control the filling process, SOLIDWORKS Plastics
recalculates the Filling
Time.
The following
graph shows the variation of injection pressure (y-axis) with
respect to filling time (x-axis). The optimal filling time is
located at the bottom of the curve. For short or very long
filling times, higher injection pressure values are required. 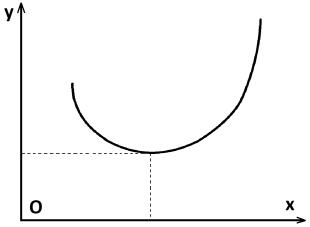
|
 |
Injection Pressure Limit
|
Specifies the maximum allowed
value of the pressure of the polymer at the injection location (or
locations). If the pressure reaches the
Injection Pressure
Limit value, the inlet flow rate automatically
reduces to a value corresponding to this limit, and the
Filling Time is
longer than the requested value.
You can
adjust the default Injection
Pressure Limit according to the capacity of your
machine.
Click Reset to reset the Injection Pressure Limit to its
default value.
|
 |
Fill/Pack Switch Point (%
Filled Volume)
|
Controls the process changes from Fill to Pack. During Fill, polymer is forced into the cavity
at a given flow rate, regardless of pressure. To avoid a rapid
pressure rise and potential damage to the machine, it is common
to switch from Fill to Pack just before the cavity becomes full,
for example at 95% of the cavity volume.
|
|
|
Temperature Criteria for Short Shots (°C) |
If the temperature in the molten polymer is
below this temperature value, a warning appears in the
AnalysisManager.
If the temperature stays below this value for
several iteration steps, a short-shot occurs. The polymer
solidifies and the melt flow stops.
|
| |
Multi general Gate Flow-rate/Press control
|
|
Equivalent
|
Distributes equal flow rates at each
injection location, with potentially different resulting
pressures.
|
|
Automatic
|
Balances the flow between injection
locations to produce equal pressures, simulating the
effect of a runner system.
|
Available for a shell analysis procedure with multiple
injection locations. |
 |
Flow
Rate Profile Settings
|
Controls the flow rate during the
filling of the cavity by defining a Flow
Rate Profile based either on volume or time control.
See Injection Unit Settings - Flow Rate Profile Settings.
|
| |
Mold Temperature
Profile
|
Defines the mold temperature
variation for cases where the mold temperature is not constant. See Injection Unit Settings - Mold Temperature Profile.
|
| |
Viscoelastic Birefringence
Calculation |
Activates the Birefringence calculation. To use this option,
apply a polymer that includes definitions for the Birefringence
material parameters.
These material parameters are the Leonov parameters in listed in
the Material database.
|