| 
|
射出温度(Melt Temperature)(°C) |
射出位置における樹脂の温度を指定します。 射出温度(Melt Temperature)のデフォルト値は、材料データベースから取得されます(選択した材料の樹脂の材料パラメータ(Polymer-Material Parameters)タブを参照)。
射出温度(Melt Temperature)をデフォルト値にリセットするには、リセット(Reset) をクリックします。
|
|
|
金型温度(Mold Temperature)(°C) |
温度を指定します(この温度まで金型を加熱します)。 金型温度(Mold Temperature)のデフォルト値は、材料データベースから取得されます。
金型温度(Mold Temperature)をデフォルト値にリセットするには、リセット(Reset) をクリックします。
金型温度が一定ではなく時間とともに変化する場合は、型温プロファイル(Mold Temperature profile)を選択して金型温度のデータを入力します。
|
| |
充填時間 |
溶融プラスチックがキャビティを完全に満たすのにかかる時間を指定します。 部品のジオメトリおよび選択した材料の特性に基づいて、充填時間(Filling Time)が自動的に計算されます。
充填時間(Filling Time)の編集を有効にするには、自動(Auto) をクリックします。 をクリックします。
下の詳細設定(Advanced)オプションを使用して充填プロセスを制御すると、SOLIDWORKS Plastics が充填時間(Filling Time)を再計算します。
次のグラフに、射出圧力(Y 軸)と充填時間(X 軸)の関係を示します。 最適な充填時間は、曲線の最下部に位置しています。 充填時間を短くしたり非常に長くしたりするには、高い射出圧力値が必要になります。 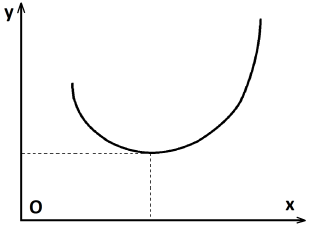
|
 |
最大充填圧(Injection Pressure Limit) |
射出位置(1 つまたは複数)における樹脂の圧力の最大許容値を指定します。 圧力が最大充填圧(Injection Pressure Limit)の値に達した場合、流入流量がこの制限に対応する値まで自動的に抑えられて、充填時間(Filling Time)は要求値より長くなります。
マシンの能力に従って、デフォルトの最大充填圧(Injection Pressure Limit)を調整できます。
最大充填圧(Injection pressure limit)をデフォルト値にリセットするには、リセット(Reset) をクリックします。
|
 |
Fill/Pack スイッチポイント(% 充填容積) |
充填から保圧への処理の変化を制御します。 充填の間は、圧力に関係なく、樹脂は指定された流量でキャビティに注入されます。 急速な圧力上昇とマシンが壊れる危険を防ぐため、キャビティが満たされる直前(たとえば、キャビティ容積の 95%)に、充填から保圧に切り替えるのが一般的です。
|
|
|
ショート ショットの温度条件(Temperature Criteria for Short Shots)(°C) |
溶融ポリマーの温度がこの温度値を下回ると、AnalysisManager で警告が表示されます。
複数の反復ステップで温度がこの値を下回ったままである場合、ショート ショットが発生します。 樹脂が固化し、溶融流れが停止します。
|
| |
マルチゲートの流量/圧力コントロール(Multi general Gate Flow-rate/Press control) |
|
相当
|
各射出位置に流量を均等に分散させるので、圧力が異なる可能性があります。
|
|
自動(Automatic)
|
圧力が等しくなるように各射出位置に充填を分散させ、ランナー システムの高価をシミュレーションします。
|
射出位置が複数あるシェル解析手順で使用できます。 |
 |
流量プロファイル定義(Flow Rate Profile Settings) |
容積または時間制御に基づいて流量プロファイルを定義することにより、キャビティ充填の間の流量を制御します。
射出ユニットの設定(Injection Unit Settings) - 流量プロファイル定義(Flow Rate Profile Settings) を参照してください。
|
| |
型温プロファイル(Mold Temperature Profile) |
金型温度が一定でない場合の金型温度変化を定義します。 射出ユニットの設定(Injection Unit Settings)- 型温プロファイル(Mold Temperature Profile) を参照してください。
|
| |
粘弾性流体の複屈折解析(Viscoelastic Birefringence Calculation) |
複屈折解析を有効にします。 このオプションを使用するには、複屈折材料パラメータの定義を含む樹脂を適用します。
これらの材料パラメータは、材料データベースにリストされている Leonov パラメータです。
|