執行翹曲分析之後,您便可檢視充填及保壓期間所產生之應力,以及零件在完全冷卻後因熱收縮所產生的應力,這兩者對零件所造成之變形的繪圖。
若要開啟翹曲結果 PropertyManager,請執行下列其中一項操作:
- 在 PlasticsManager 樹狀結構中,展開結果,然後按兩下下翹曲結果。
- 在 SOLIDWORKS Plastics CommandManager 中,按一下翹曲結果。
可用的結果
| 總應力位移 |
顯示零件成形和冷卻至室溫後的總變形。 此結果會將所有模擬應力及熱效應納入考慮。 |
| 模具內剩餘應力位移 |
顯示充填、保壓和模內冷卻階段產生之應力所造成的變形部分。 此應力包含零件在模具中時,冷卻和凍結不均勻產生的效果。 |
| 脫模後冷卻熱應力位移 |
顯示脫模階段後,零件冷卻至室溫時因熱收縮相關應力而產生的變形部分。 |
| 總應力位移 (方位影響) |
顯示因材料填料方向的異向性所造成之零件總變形預估值,例如短玻璃纖維或碳纖維。 對於沒有任何填料的材料而言,這種變形情況可忽略不計。
|
| 凹痕輪廓 |
顯示零件脫出後冷卻至室溫時的凹陷分佈。 此結果中會包含所有熱效應及翹曲效應。 |
| 脫膜前殘餘 von Mises 應力 |
顯示零件內部在模內冷卻時間結束時的殘餘 von Mises 應力大小。 |
| 脫膜殘餘 von Mises 應力 |
顯示零件冷卻至室溫且允許自由變形後,殘留的殘餘應力量。 |
進階
適用於位移結果。 這些控制項僅會影響繪圖的顏色顯示。 顯示的變形形狀一律遵守位移結果的正負號。
 |
 |
| 位移繪圖 Z-方向 - 相對值 |
位移繪圖 Z-方向 - 絕對值 |
變形比例
適用於位移結果。
| 比例(Scale) |
放大變形結果。 此選項對於檢查含有微小變形的翹曲形狀很有用。 變形比例為 1.0 會顯示實際變形。 |
設定參考
適用於位移結果。 這些控制項會修改用來計算位移結果的參考位置及方位。 若要比較位移與您在核對固定物或工模中放置零件之後測量到的位移,設定參考很有用。
| 依據來源 |
在模型上選擇一個節點作為變形基準的位置。 選擇的原點上會顯示一個符號。 若要使用預設的整體原點,請在方塊中輸入 0。
|
| 基準面 |
選擇定義參考基準面的三個節點。 變形零件會重新定位,但重新定位的方式會讓這三個節點留在其定義的參考基準面中。
|
第一個參考
|
選擇第一個節點,然後按一下套用。 此為參考系統的原點。
|
|
第二個參考
|
選擇第二個節點,然後按一下套用。
|
|
第三個參考
|
選擇第三個節點,然後按一下套用。
|
|
| 套用 |
套用所選的參考。 |
| 重設 |
將參考重設回預設的整體原點。 |
| 固定參考原點 |
將模型方位調整為顯示的方位。 |
 |
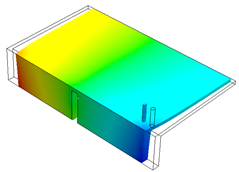
| 以預設整體原點為基準的位移繪圖。 |
 |
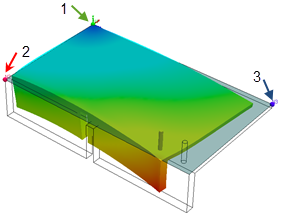 |
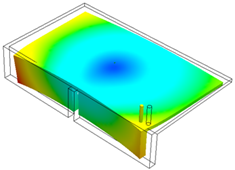
| 以左側角落上所選原點為基準的位移繪圖。 |
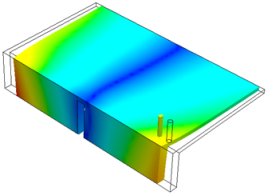
以三個角落節點所定義之參考基準面為基準的位移繪圖。 |
剖面選項
| 剖面模式 |
僅適用於實體網格。 讓零件內部的結果能夠以視覺化的方式呈現。 產生所選等值繪圖的剖面視圖。
選擇模型的一個平面或平坦面,產生與所選圖元平行的剖面。 選擇模型的一個曲面,產生與所選圖元相切的剖面。 您可以拖曳箭頭符號來調整剖面的位置。
|
剖面
|
您可以在現有的剖面之間切換。
如果您尚未明確產生任何新剖面,則可以使用預設剖面新增剖面。 預設新增剖面的方向與 Y-Z 平面平行,且定位在 X 軸的中間。
您可以在 (PlasticsManager 樹狀結構) 中變更每個平面的方位。
|
|
反轉正向
|
反轉與剖面垂直的向量方向。
|
|
偏移距離
|
在距所選圖元偏移距離處產生剖面。
|
|
儲存檔案
|
儲存目前的剖面,並使之可供使用中研究使用。
|
|
產生
|
產生新剖面。
|
|
變形模型上的剖面
|
在剖面上顯示變形模型。 清除此選項時,會顯示原始未變形的模型。
|
|
| 最大 |
指定使用中繪圖上顯示之結果的最大值。 |
| 最小 |
指定使用中繪圖上顯示之結果的最小值。 |
動畫播放
您可以製作翹曲結果繪圖的動畫。 使用所提供的工具來控制動畫速度、暫停、停止或連續播放動畫。
報告選項
| X-Y 繪圖 |
產生所選網格節點的分析結果圖表。 使用量測 (SOLIDWORKS Plastics CommandManager) 在零件上感興趣的位置處選擇節點。 所選節點會列在節點列表底下。 節點號碼表示所選範圍的順序。
右側視窗的圖表會顯示每個節點的結果值。 軟體會按您選擇節點的順序來為曲線點指派編號。 您可以選擇任何可用的結果,以使用所選節點更新圖表。
|
| 結果建議 |
啟用結果建議面板。 上方視窗會提供模擬結果的簡短解讀,包括可能於充填期間發生的任何瑕疵,如短射。其亦會提供改善產品品質方面的幾何及程序參數變更建議。
在窗格頂部的警示燈圖示會根據相對於機器射壓限制的射出壓力值,顯示零件充填成功的機率。
- 綠(G): 射出壓力為指定機器射壓限制的 66% 或更低。
- 黃色:射出壓力為指定機器射壓限制的 66% 到 90%。
- 紅(R): 射出壓力為指定機器射壓限制的 90% 或更高。
下方視窗則會說明使用中的結果數量。
|
| 輸出至 eDrawings |
將結果繪圖輸出為 eDrawings 檔案格式 (*.EPRT)。 |