| 
|
熔化溫度 (°C) |
指定射出位置的塑料溫度。 熔膠溫度的預設值取自材質資料庫 (請參閱所選材質的塑料參數標籤)。
按一下重設 ,將熔膠溫度重設為預設值。
|
|
|
模具溫度 (°C) |
指定模具要加熱至的溫度。 模具溫度的預設值是取自材料庫。
按一下重設 ,將模具溫度重設為預設值。
如果模具溫度不是固定溫度,而是隨著時間變動,請選擇模具溫度曲線圖,輸入模具溫度資料。
|
| |
充填時間 |
指定成形塑膠完全填滿模穴所花的時間。 程式會根據所選材料的零件幾何與屬性,自動計算充填時間。
按一下自動  ,啟用充填時間的編輯功能。 ,啟用充填時間的編輯功能。
如果您是使用下列進階選項來控制充填過程,則 SOLIDWORKS Plastics 會重新計算充填時間。
下圖顯示的是,就充填時間 (x 軸) 而言的射出壓力變化 (y 軸)。 最佳充填時間位於曲線底部。 如果充填時間很短或相當長,則所需的射出壓力值較高。 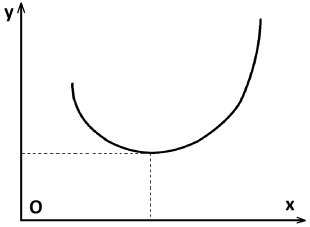
|
 |
射壓限制 |
指定射出位置的塑料壓力容許值上限。 如果壓力到達射壓限制值,入口流率會自動降至此限制的對應值,而充填時間會比指定值長。
您可以根據機器的體積,調整預設的射壓限制。
按一下重設,將射壓限制重設為預設值。
|
 |
充填/保壓切換點 (% 已充填體積) |
控制從充填到保壓的過程變更。 在進行充填時,無論壓力多少,塑料都會以指定流率強制灌入模穴中。 為了防止壓力快速升高,以及可能對機器造成損害,通常在模穴填滿之前 (例如,在到達模穴體積的 95% 時),就會從「充填」切換成「保壓」。
|
|
|
短射的溫度條件 (°C) |
如果熔融塑料中的溫度低於這個溫度值,則會在 AnalysisManager 中出現一則警告。
如果數個迭代步驟的溫度持續低於這個值,則會發生短射。 塑料會凝固且熔膠流動會停止。
|
| |
多重一般澆口流率/壓力控制 |
|
等流量
|
在每一個射出位置分配同等的流率,但產生的壓力不盡相同。
|
|
自動
|
模擬澆道系統效應,平衡射出位置之間的流動來產生相同的壓力。
|
適用於有多個射出位置的薄殼分析程序。 |
 |
流率曲線設定 |
控制在充填模穴時的流率,做法是根據體積控制或時間控制來定義流率曲線。 請參閱射出單元設定 - 流率曲線設定。
|
| |
模具溫度曲線圖 |
針對模具溫度不固定的情況,定義模具溫度變化。 請參閱射出單元設定 - 模具溫度曲線圖。
|
| |
計算黏彈性雙折射 |
啟動雙折射計算。 若要使用此選項,請套用含有雙折射材料參數定義的塑料。
這些材料參數是列在材料資料庫中的 Leonov 參數。
|